济南恒捷热线:0531-69959809
济南恒捷热线:0531-69959809

济南恒捷自动化设备有限公司
联系人:王经理
咨询热线:15550026809
咨询热线:0531-69959809
企业传真:0531-69959809
企业QQ:1736851033
企业邮箱:1736851033@qq.com
工厂地址:山东省济南市历城区菜园工业园
办公地址:山东省济南市世纪大道15612号
网址:www.hjhanjie.com

工业技术
IC China science and Technology Review
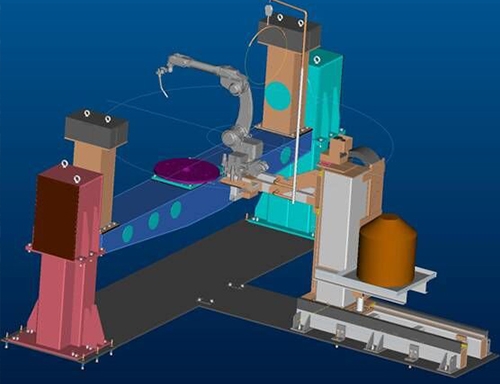
分析焊接机器人系统在汽车底盘焊接中的应用
牛晓晓 李磊
(济南恒捷自动化设备有限公司 山东 济南 250101)
市市车生产工艺中,底盘焊接具一个重要环节,育楼影响车身鞅体质量.本文以焊接机器人系统为核心,首先介绍了焊接工艺突型,然后指出常见的应用方式,总结了新型焊接技术,以供参考。
[关键词]汽车底盘;焊接;焊接机器人:新型技术
中图分类号:U466
文献标识码:A文章编号:1009-914X(2019)11-0024-01经济新常态下,汽车行业面临良好的发展机遇,一些知名品牌的制造商,机器人焊接自动线,是汽车底盘焊接的重要发展趋势,由多个焊接机器例如大众、丰田、现代等,由于起步早,技术实力强,目前焊接机器人在生人,悬挂输送链组成,通过不同机器人的配合,完成焊接作业[3]。该产线中成熟应用,实现了批量生产的目标,我国汽车生产制造商,也应该配技术方案在桑坦纳、帕萨特焊接生产线上均有实例应用,由于焊缝数比较均备先进的技术和设备,以满足高品质的生产需求。
匀,因此对焊缝变形的影响小。
1.焊接机器人系统的焊接工艺类型
3.焊接机器人系统新型焊接技术
1.1弧焊
3.1 TCP自动校零技术
以KUKA KR8 R2100弧焊机器人为例,负重可达8kg,由于底座小,焊枪的中心点,就是焊接机器人的工具中心点,TCP零位精度和焊接质
焊接机器人系统结构紧凑,因此安装灵活,具有较强的重复定位功能,从而提高焊接准确性量密切相关。实际焊接作业时,焊枪,夹具之间可能发生碰撞,会导致 TC[1].在设计上,采用单侧中空设计理念,即使面对狭窄空间,也能提高机P偏离预设位置。对此,常规做法是手动校零,耗费时间约为30分钟,影械手臂的可达性,避免出现线缆缠绕或干扰等问题。此外,该机器人配备了响正常的生产工艺[4].TCP 自动校零技术,其硬件设备是由梯形固定支座弧焊软件包,具有接触寻位、电弧跟踪、自动校正等功能,有利于提高焊接激光传感器组成,当焊枪经过 TCP 底座时,激光传感器会实时记录数据,效率和质量。并传输到CPU,和预设值进行比较。一旦TCP偏离预设位置,此时自动校
1.2点焊
零程序启动,通过调整轴的角度,尽快恢复 TCP 零位。该技术目前在帕萨以RoboSpin-KUKA点焊技术为例,焊接过程中,机器人能围绕焊点旋特副车架.POLO后桥焊接生产线上应用,不仅调试更加简单,而且能缩短转,有利于延长电极寿命。焊接铝合金材质时,采用该技术能消除电极和母调整时间。材之间的粘连效应,缩短焊接时间,减轻电极磨损。此外,该技术对配电容
3.2双丝高速焊接技术器的要求低,具有节能降耗的特点,实现了高自动化作业的目标。相比于传统焊接技术,双丝高速焊接的效率高,热影响区域小,提高了
1.3激光焊
以Tandem工艺为例,由2个焊接电源、2个送丝机、1个送以KUKA KR20 R1810机器人为例,负重为20kg,工作半径为181cm,双丝电缆组成;采用 MAG或MIG焊法,能避免同相位电弧干扰,促使两重复定位精度达到0.04mm,能满足激光加工轨迹的要求。该机器人工作时,个电弧轮流燃烧。此外,合理设置焊接参数,脉冲电弧无短路、无飞溅,能利用Windows操作系统、KRC4控制系统,可以和多种激光设备相连接,兼实现焊接工况。该技术目前在 POLO 摇臂焊接中应用,焊接速度能达具高精度,高性价比的优势。到30mm/s,且疲劳强度明显提高。
2.焊接机器人系统常见的应用方式
3.3等离子切割技术
2.1滑轨+焊接机器人
针对管状件的相贯线性焊缝,要求冲制件的匹配轮廓在 0.5mm 以内,在滑动小车上固定2套夹具,在气缸驱动下,2个夹具可以轮流进人机传统冲压工艺难以满足此要求。等离子切割技术的应用,是机器人持有等离器人焊接区,完成焊接操作;工作人员则在另一面进行上料、下料。焊接作子割炬,按照编程进行匀速切割。其中,氧气、氮气分别作为切割气体、保业时,两个工作站可以交叉进行,促使焊接时间、上下料时间保持一致,从护气体使用,切割工件边缘平滑,轮廓度在0.3mm以内,为焊接创造有利而节约变位器的旋转时间。该技术方案在桑塔纳、POLO焊接生产线上均有条件。实例应用,优点是利用两副滑轨轮流送料,因此效率高、可靠性高;缺点则
结语:
是限制了焊接工件的外形尺寸,一般要求直径在60cm以内。综上所述,汽车底盘焊接,是生产制造中的一个重要环节,焊接机器人
2.2夹具固定+焊接机器人
系统的应用,主要包括弧焊、点焊、激光焊三种工艺类型。文中介绍了焊接利用变位机,夹具可以变位,促使机器人焊枪在不同位置进行焊接。该机器人系统的常见应用方式,并提出几点新型焊接技术,希望为实际焊接作技术方案在桑坦纳,帕萨特焊接生产线上均有实例应用,优点是结构简单业提供经验借鉴,以提高焊接效率和质量。系统故障率低;缺点是工件装卸时,机器人处于等待状态,因此利用效率较
参考文献:
低,在新焊接线上的使用少。
[1]杨强.汽车底盘件机器人柔性焊接生产线设计内容的相关思考探微
2.3 协调运动外轴+焊接机器人门.中国机械,2014,(20):175-176.汽车底盘焊接作业中,环焊缝比较常见,应用常规变位器,不满足360[2]梁秀璟.ABB:中国工业机器人应用的开路者[门].自动化博览,2015,(9):·焊接的要求[2]。对此,将协调运动外轴和焊接机器人相结合,可以实现3
24-25.
60环型焊缝的焊接,在POLO,帕萨特焊接生产线上均有实例应用。
[3]杨伟国,杨瑞军.弧焊机器人在汽车拖拽架焊接的应用[刀.电焊机,2012.4带变位机回转工作台+焊接机器人6,(11):71-73.
该系统包括1个转台,2副夹具带变位器,整体结构紧凑。其中,2副[4]欧阳安.汽车底盘件机器人柔性焊接生产线设计要点及优化[J.中国夹具可以执行不同的焊接程序,从而满足工艺要求。例如:1副夹具正在焊机械,2014,(21):148-149.接工件,另1副夹具则可以装卸工件,因此利用效率高,目前应用比较广泛。
作者简介:
该技术方案在赛欧,别克,帕萨特焊接生产线上均有实例应用。牛晓晓,女,本科学历,学士学位。济南恒捷自动设备有限公司机械设
2.5中置式工作站
计工程师。主要从事机械设计工作10余年。主要从事焊接切割机器人工装系统由2个转台,4套变位器组成,可对两种及以上的产品进行焊接设计,焊接专用数控设备的设计。
面对不均匀的焊接任务,该技术方案可合理调配,提高焊接机器人的利用率但是,缺点是要占用大空间,而且故障发生率高,因此没有广泛应用,仅在李磊,男,本科学历,济南恒捷自动化设备有限公司。常年从事焊接及派力奥,SIENA焊接生产线上应用。
装配检验检测工作,对焊接工艺改善,焊接方式方法提升,焊点质量检验检
测等有丰富工作经验.
2.6焊接自动线
24 |科技博览