济南恒捷热线:0531-69959809
济南恒捷热线:0531-69959809

济南恒捷自动化设备有限公司
联系人:王经理
咨询热线:15550026809
咨询热线:0531-69959809
企业传真:0531-69959809
企业QQ:1736851033
企业邮箱:1736851033@qq.com
工厂地址:山东省济南市历城区菜园工业园
办公地址:山东省济南市世纪大道15612号
网址:www.hjhanjie.com
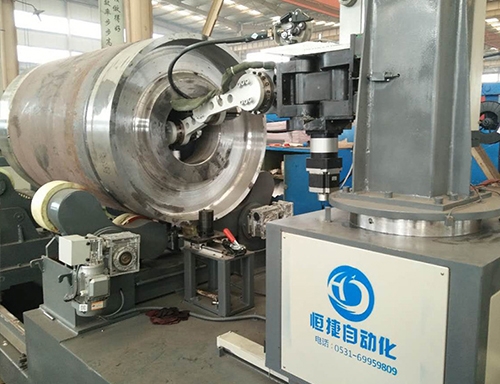
随着轻钢结构及钢网架在各类建筑物中的广泛应用,环缝焊接设备也越来越常用,在其使用过程中,若是不能正确掌握焊接设备的操作方法,将对焊接结构造成不良影响。
常见的焊接接头有对接接头、T接头、角接头和搭接接头四种基本类型,不同板厚的对接接头形式不同,一般薄板可采用卷边接头,或采用不开坡口单面焊缝形式,板厚增加可采用带垫板不开坡口的单面焊缝接头,但推荐采用不带垫板的双面焊缝对接接头。为了保证焊透,对接接头可在单面开坡口或双面开坡口后利用焊接设备进行焊接。
在焊接结构中,通常可采用不同形式焊接接头,有些接头形式是焊接工艺所特有的,有些是用铆接或螺栓接头套用来的。一般说来前者可符合焊接结构工作性能的要求,然后才能有针对性的选择焊接设备。
为了提高对接焊缝的工作性能,可通过焊接设备来完成焊缝外形,这有利于力线的均匀传递,减少应力集中。对于角焊缝,可采用下凹焊缝,该焊缝外型使焊缝向基体金属形成平滑过渡,可有效地减少应力集中,因而可较大的提高焊接接头工作性能。
其次,焊缝是由不同形式的焊接设备实现的焊接成形,主要分为对接焊缝和角焊缝两种。大量的焊缝成形试验发现,上凸焊缝表面上看似乎是加强了焊缝,加大了焊缝的截面积。